�������ν�������˾
��ϵ�ˣ��ܾ���
�� �� ��15006172277
�� �� ��0510-85141255
�� �� ��0510-85161255
�� ַ ��www.wxzhuoya.com
�� ַ �������л�ɽ��Ǯ�Žֵ���ʢ·88��

FWJ-4�ͽ���������װ��β��ʹ��˵��
1.��Ʒ�ͺ����ƺ�����
����1.1. �ͺ�����
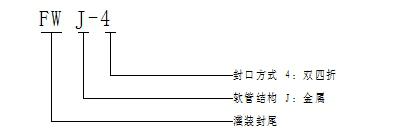
����1.2. ����ʾ��ͼ(��ʵ��Ϊ)
2.��;�������ص����Ҫ����
����2.1 ��;������
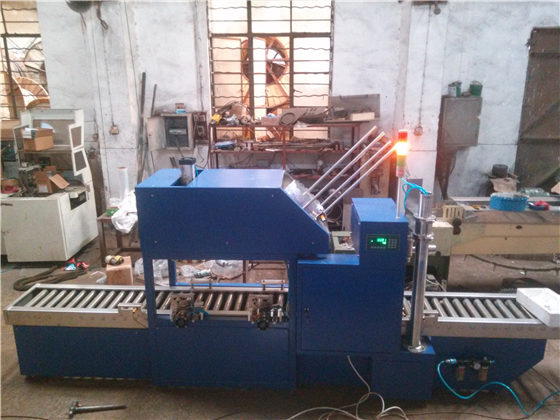
����FWJ-4�ͽ������ܹ�װ��ڻ����ҹ�˾���Ƶ���Ҫ��Ʒ���˻�����Ҫ�����Խ�������Ϊ��װ���������ϵĹ�װ����ڡ��ò�Ʒ���÷��ʽ������ʽ��װ�ࡢҺ���������©����װ����������һ���Ժã���װ����ڡ���ӡһ����ɣ�������ҽҩ���ջ���ʳƷ������������IJ�Ʒ��װ���磺Ƥ��ƽ�����ࡢȾ���������ࡢЬ�͡���ճ����AB�������������ȶ��������ϵĹ�װ���ڡ�
����������װ�����ڷ��㡢��ݣ��������ۣ��ṹ���ա�����Ϊ�ɵ�ʽ�������ɸ��ݹ�װ���ܵijߴ���ڡ��������ϽӴ�����ȫ���������ʲ����(����304��ҽ�ò���316L)�����صķ���ṹ��ʵ�ָ�Һ���á���ҽҩ���ջ�����ϸ��������ҵ���롢ʵ�á����õĹ�װ�豸��.
����2.1 ��Ҫ��������
| �� �� | 3A-150 | 3A-75 |
| �� Դ | 220V/50Hz | 220V/50Hz |
| �������� | 10��45֧/�� | 10��45֧/�� |
| ��װ��Χ | 10��150g | 5��75g |
| ���ܸ߶� | 80��200mm | 80��200mm |
| ����ֱ�� | ��20����35mm | ��10����35mm |
| ������� | 1.1kW | 1.1kW |
| �� λ �� | 16 | 16 |
| �� �� | 250�K | 250�K |
| ���ͳߴ� | 1000��550��1200mm | 1000��550��1200mm |
3.�ṹ�ص��빤��ԭ��
����3.1 �ṹ�ص㣺
�����û�������������������ʽ��������ȷ���������С��2%���������٣���˫���ۺϣ���Ŀǰ���Ƚ��������νṹ��������ۣ�������㣬��װ����β����ӡһ����ɣ���������������������ձ���ڵ���ճ����˿������װ��β����©�ļ���ͨ�������м�ʵ�á��ɿ������۵��ŵ㡣��������ҵ�ɼ�װ���屣��װ�ã���ֹ���Ϸ�װ�����������ŵĹ�������ɵĹ̻�����
����3.2 �����������̣�
�����˹����������ܲ���ֶ��̹����ڣ����û�е����תλ�������װ��ȷ���й��Ӵ��ڹ���λ��ʱ������ͨ�������ö���������ڣ�Ȼ����β�����Թ��ӽ��з�β����ӡ����β��ij�Ʒ�Զ��Ƴ���
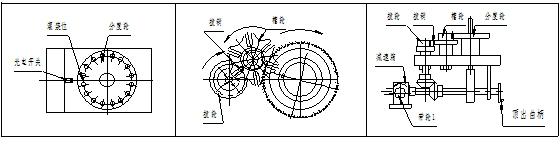
����3.3 ����ԭ����
���������������������ת������������ת��
����������ɡ���ִ������ֻ�����ת���Ӷ������ֶ��̽��о�ȷ�ļ�Ъ��ת��
���������ִ��������������˶��������붨�̵�����˶�������β��������һϵ�еķ�β������
������������������������������ģ�ͨ����������������װ��������ת���Ӷ����ƹ�װ���
������һ���ͨ���ֿ��ƶ����������˶�������װ��ں�ij�Ʒ������
����������ͨ����翪���������ص�һϵ��������ʹ�ù�װ��������β�����Լ�������ת����Э�����Ӷ��õ�����Ҫ�IJ�Ʒ��
4.��װ:
����4.1 ������ֱ�Ӱ�����ƽ���ĵ��棬����ˮƽ�Ȳ��̶��ý��֣�ȷ����������תʱ����ζ���
����4.2 ȷ����Դ�������ͨ��Դ��ʹ�ӵؿɿ�(�������µ�����1m���ϣ���Ե����С��10��)����ע���豸��ת����
5.������������:
����( ***.�������������ڳ���ʱ�Ѱ��ͻ����ܼ�ԭ�ϵ��Ժ��ʣ��������Ȳ��յ����µ��ԡ�
����***.�����豸ǰ������ϸ�Ķ�˵���飬�μǵ�����֮��ע�����! )
���������϶��е�����Ӻ��ϣ������϶����ϿڸǺ�;
������ͨ��Դ�������ܵ�Դ���أ���������ʾ0;(�����������ͼ����ʵ��Ϊ��)
���������ܵ�Դ����ʱ����Ƶ����ʾ��OFF�����������������¶ȵ�ʱ�����±�Ƶ���ϡ�RUN����ť����Ƶ����ʾ��LS������ʱ˳ʱ��ת����Ƶ����ť(������������ʹ��ť�ڲ���������)�������������ֶ�����ת����β������ʼ����(�����п���ʱ���ڱ�Ƶ����ť�����ʵ���ת�ٶ�);
�������¹�װ��ť(���̽ͷ��ʼ����)����ʼ��ܹ���(�����˹����)����ת�̴����չ������ʱ�����̽ͷ�õ��źţ���ʼ��װ(�����ܲ���װ);�����������һ�ζ����������صõ��źţ����װֹͣ�������ö������һ�Σ�����������һ��(����������ʱ�������¼���);���ѭ����(��һ�ι�װ���ų��������ڿ���������Ϊ�չ�)
��������װ�������в�𰴵����µ��ڼ���;
����������ɽ���ʱ�����ιرչ�װ���أ���ʱ��ת����Ƶ����ť���ֶ���ֹͣ��ת�����жϵ�Դ��
6.���Լ�ά������:
����6.1 ���嶯�����ԣ�
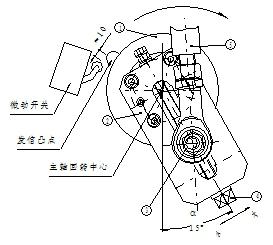
����6.1.1 ������(ƫ����)���ڣ����ֲ��������ֲۡ����ֳ�һ��ֱ�ߣ����ֶ���ת������֮һ��λʱ������(ƫ����)��ߵ������ϡ���ʱ���Ķ�������ߵ㡣����ͼ��
����6.1.2 ���Ӷ����˵���:��������ߵ�������ʱ������������͵�.����ͼ��
����6.1.3 ��װ�źŵ��ڣ�����źŴ��ڣ�����������ϣ������ÿ�ʼ���������й�ע������ڹ��̽ͷ������ľ������ʺ�λ�ò����ι̶�(�緢��©�࣬���������������������ȼ��˴��Ƿ�λ);
����6.1.4 ���������һ�ζ����������صõ��źţ������ʧ�绺�⣬��עֹͣ(����)�������ر������㹻��ѹ���г̲��ɿ��̶�(�緢��©�࣬�����������������������������Ƿ�Ųλ);
����6.2 ��β���ֵ��ԣ�
����6.2.1 ��Ч���ȵĵ��ڣ����ڷֶ����붨��֮��ľ��뼴�ɡ��ɿ��ֶ�������������ĸ�����ڷֶ��̵����ʵĸ߶ȣ��ٽ��ֶ�������������ĸš�����������ɡ�ע�⣬ �ֶ������µ��ڣ�������Ҳ��֮��Ӧ���ڣ���������벻�䣬������ܵ������˹���������.(����ͼ)
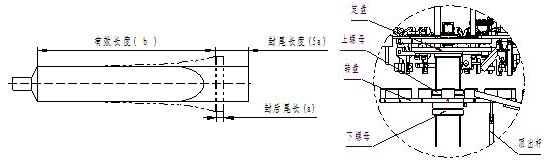
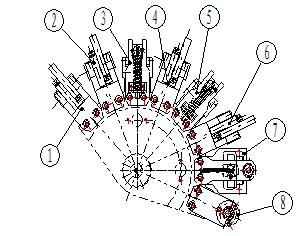
����6.2.2 β�����Լ����β���ĵ��ڣ����ڷ�βװ�ò��֢١��ڡ��ܡ��ޡ��λ�ļа���ۿ�ĸ߶ȡ�(�����β˳�����سߴ缰��Ӧ�Ĺ�λ���������ͳߴ���ͼ: �ٹ�λ��Բ�ܿڼб⣬�ڹ�λ����90o���۹�λ��ѹƽ�����ܹ�λ����90o���ݹ�λ��ѹ��ѹƽ������λ����90o���߹�λ����ѹƽ�����λ�н����������롣)
������β˳�����سߴ���ͼ:

������λ����������ͼ:
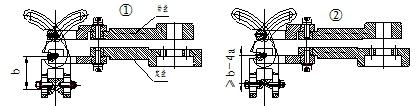


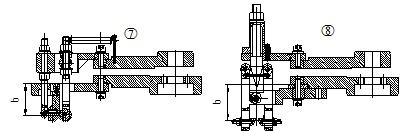
ע�⣺ͼ�гߴ��Ϊ�ο������Զ���Ϊ�����ߴ�b�Ƕ��̵��ڢٹ�λ���½�ϵ�ľ���;�ߴ�aΪ���β����a�����ڢٹ�λ�п�Ӻ��泤�ȵ�1/5;�ڢڹ�λ��β���Ȳ�Ӧ����a;����β��������߲��Գƣ�����ܵڢ�λλ�÷����仯;����β���Ϲܳ���һ�������Ƶ�����ʱ������ܵڢٹ�λ�Ӻ���û�мн�;��Ҫ���β���Ϲ�β���Ƚϱ�������ɽ��ڢۡ��ݡ��߹�λ�Ĺ��������ϵ�������Ҫ���β���Ϲ�β���Ƚϱ�ƽ���ڢۡ��ݡ��߹�λ�Ĺ��������µ�����
����6.3 �������ڣ��û��ɸ��ݹ�װ�ݻ��IJ�ͬ�������Ӧ�ļ�����(��ͼ)
�����������ڷ��������ɿ���ĸ�ۣ����տ̶ȵ����ķ�����ĸ�ܣ�ʹ���ˢ�����ڼ����������(С)��(��)������ڣ�����һ�κ�Ҫһ��Ҫ��������ĸ�ۣ����ܿ������������������ͬ��������������;ֱ����������Ҫ��(���ں�Ҫһ��Ҫ��������ĸ��)��
����(ע�⣺��װϵͳ����תʱ��������λ��Ӧ���ڦ�λ��֮��һ�̶���(0o<����15o)����ʱ������ѹ�����������ϡ���������Ųλ���ܷ���©�࣬������������������)
����6.4 ע��ѡ�ã�����ѡ�����ע�����ijߴ缰��ע���ϵ����ܩp��ע���йأ���ʽ�ܶ࣬�����ɸ��ݹ����IJ�ͬѡ�䲻ͬ�ߴ�Ĺ�ע�ס�һ���ע��ֱ���������ھ�С����С�������;�����Ժõ���б�ھף�ճ�ȴ����ƽ�տھ�(��ͼ);�����ر�Ӧ�����־ס�(�û����Ը����Լ���Ʒ�ص�ѡ����Լ�����)��

����6.5 ��λ�õĵ�����š�ɼ����ù̶���ĸ���ɵ����������λ�ã�š�ɹ�����ĸ���ɵ�����״�ֱ�Ƕȡ�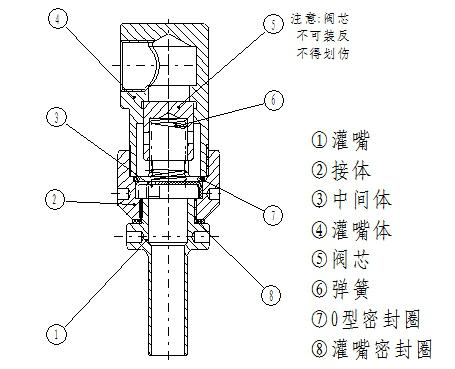
�������Ϸ�о�趨����࣬�緧о��մ�в��Ͻ����¹�װ��������
������жʱע�����Ʒ�������ȫ��Ϊ������
�������ʱһ��Ҫע�ⲻ�����ˡ����˷�о���棬��������ɰֽ��ĥ����������Ӱ�췧�ŵ��ܷ����ܣ���ɵ�©��
������װʱע�ⷧоһ�����ɷŷ������� �Ų������á�
����6.6 ����ȷ���ɴ���ӳ����������������ϸ��ձ�������!
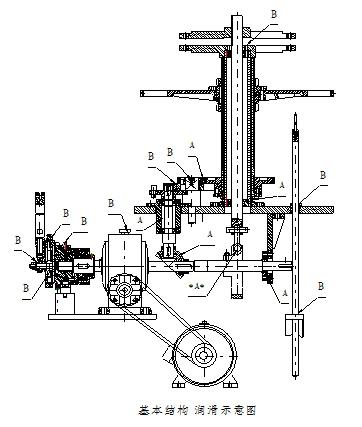
������ͼ�� A��Ϊ֬��(﮻���֬)������ÿ�ܲ�����
����B��Ϊ������(N46��е��)������ÿ�չ���ǰһ�Ρ�
����*A*���ͱ����ͷ���:
��������š���ͱ���;�ѱ��ں��ڶ�����﮻���֬;Ȼ��Ѹǻ���š��;š�����˳������ٰѸ���������֬���ٴλ���š��(�������˶�ʱ���Ǻͱ��ڵĿռ��С�����ں��ڵ���֬�ܵ�ѹ��������֬ѹ��ƫ�����Ͳ�);�跴����������;ֱ��ƫ����������֬���������ÿ��������һ�Ρ�
����6.7 ���ڼ������Ͻ����ݶ��Ƿ��ɶ���ȷ���������пɿ���
����6.8 ���������豸����࣬���нϳ�ʱ��ͣ����Ӧ��ͣ��������������ϴ�����Ϸ��ͳ��Ϸ��ķ�о�ϲ����в��ϣ������Ӱ���װ���ȡ����Ϸ��IJ�ж��װ����ͼ;���ʱһ��Ҫע�ⲻ�����ˡ����˷�о���棬Ҳ������ɰֽ��ĥ������Ӱ�췧�ŵ��ܷ�Ч��;��װʱ��ע�ⷽ�����Ϸ����ͷ�о����װ���������ܳ��ϡ�(���Ϸ��IJ�ж��װ��6.5��)
7.ע������:
����7.1���豸���й��������ִ�������ת�������Է���������;
����7.2����Ҫһ��Ҫ������ĸ;
����7.3�й�������������Ӧ����ֹͣ���У�������ԭ��ɿ���;
����7.4��������ʱ��ʹ�ù���ھ����ù�С���Է���עʱѹ�������ʹ�������������
8.�������ϼ��ų�������
|
|
�������� | ԭ�� | �ų����� |
| ������ | �� ʱ��ʱ�� | 1.���Ϸ��ĵ��ɱ��λ��� | 1.�������� |
| 2.���Ϸ��ĵ��ɱ��λ��� | 2.�������� | ||
| 3.�ܵ���ͷ�ɶ�����©�� | 3.��鲢š�����ܵ���ͷ | ||
| 4.�����│ס���Ϸ��ͳ��Ϸ���ʹ�䲻�ܱս���� | 4.������� | ||
| 5.�����ܷ�Ȧ�� | 5.���������ܷ�Ȧ | ||
| �� Խ��Խ�� | ��ʼ��װʱ�����ڼ������ڿ������ų������� | ��װ��һ��������ͻ��ȶ���Ȼ����������� | |
| �� Խ��Խ�� | �����������ݣ����װ��̫С��������ʱ�������������� | ���ϳ��������� | |
| ��β | ��β�����߲��Գ� | 1.�ڢ�λ��λ��λ�ò���ȷ | 1.������λ��λ��λ�� |
| �ڷ��һ�������� | 2.�ڢٹ�λ��λ��û�мн� | 2.�����ٹ�λ�飬ʹ���£һ�� | |
| ����ĸ�����ڴ�ӡ���������� | 3.�ڢλ�鶥��ƫ��ƫ�� | 3.�����λ���ܵ�����λ�� | |
| ����� | ����������ֿ������� | 1.����������ϳ����ļ�϶������С | 1.��������������ϳ���ļ�϶��1��1.5mm�� |
| 2.����������ϳ��治ƽ�� | 2.��������������ϳ����λ��ʹƽ�в������ᴹֱ | ||
| 3.��ˢû�ж���������ϵĵ����� | 3.ʹ��ˢ��Ӧ������ | ||
| 4.������������� | 4.������������� | ||
| ��װ | ת�����װ��ͬ�� | ���̽ͷ�ӳ�ʱ�䷢���仯 | �õ�һ֧�ܣ��������ϵ�һ���ٿ��������ɽ�������� |
| ��װ��ǰ���ͺ� | ���̽ͷ��λ��ƫǰ��ƫ�� | ���ڹ��̽ͷ�����ʵ�λ�� | |
| �й�ʱ����װ | ���̽ͷ���Ϲܾ���̫���̽ͷ������������� | ���ڹ��̽ͷ�����ʵ�λ�á��������̽ͷ���������� | |
| (©��) | |||
| ��ʱ��װ(����) | ������Ųλ����������ֿ� | ����������λ�û������ | |
| ��װʱ������ | 1�� ���Ϸ�����Ϸ������� | 1�� �����������Ϲ����Ϸ���о��ʹ�� | |
| 2�� ����,���Ϸ�����Ϸ��ķ�оװ���� | 2�� ��6.5��6.8�����°�װ��о | ||
| ��װ���©�������� | �������������λ��Ųλ | �������������λ�ã���6.3�ڸ�ͼ�� | |
| ���� | �ٶ��������� | 1.�����˵��������� | 1.���������� |
| �ڷֶ������� | 2.�ֶ����ɶ� | 2.�ֶ��̶̹���ĸš�� | |
| �۲��ֻ������� | 3.�����ϴ���ֺ�С���ּ��϶������벦��֮��ļ�϶���� | 3.�������µĴ���ĸ�ɿ�,�������ֵ�λ�� |
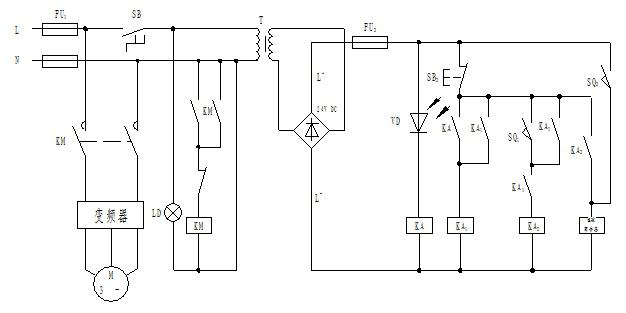
9.����ԭ��ͼ��
10.����ļ�
������װ��ʹ��˵����һ��;
������Ƶ��ʹ��˵����һ��;
�����ϸ�֤;
����װ�䵥;
11.����������������
����- �����װ�䵥
12. ��װ�����䡢���棺
�������������ϴ����ã�ľ���װ����ֱ����;
������������������в���������ײ;
��������Ӧ������������IJֿ��ڣ���Χ��Ӧ�и�ʴ������;
����
�������ܹ�װ��β�� ���ñ�
| ���� | �������ν�������˾ |
| �豸���� | ���ܹ�װ��β�����Զ��Ա꣩ |
| ��Դ��ѹ�� | 220V~ 50Hz |
| ѹ�������� | 0.6~0.7MPa |
| �������� | 0.2����/���� |
| ���ʣ� | �Ӵ����ϲ��֣�SUS304 |
| �϶��ݻ��� | 30L |
| ��װ��ʽ�� | ����������װ |
| ��װ���ȣ� | С��1% |
| ��װ��Χ�� | 2~150ml |
| �ܷ�Ȧ���ʣ� | ���ķ���ϩ |
| ���������� | 10~45ֻ/���� |
| ���γߴ磺 | 1130*750*1680mm |
| �豸������ | 250kg |
| ��Ҫ����嵥�� |
|
| 1.��� | �Ͼ�������1.1KW�� |
| 2.��Ƶ�� | ��ɭ |
| 3.�ӽ����� | �������˹ |
| 4.ɫ�괫���� | ���£�ѡװ�� |
| 5.������� | VEXTA��ѡװ�� |
| 6.���������� | VEXTA��ѡװ�� |
| 7.��ŷ� |
|
| 8.��ť���� | ��̩ |
����װ�䵥��
| ��� | ���� |
| 1 | ���ù�����һ�����䱸���ù��ߣ� |
| 2 | ������������һ�� |
| 3 | �豸ʹ��˵����һ�� |
| 4 | ��Ƶ��ʹ��˵����һ�� |
| 5 | ��ӡ��ĸһ�� |
��һ��:���ܹ�װ��β�����ֲ�ܣ� ��һ��:�Զ���
��ر�ǩ�����ǽ����,�����黯��,��װ��β��,�����黯���۸������ǽ��������
�������
- 2023-10-08�� ��װ��β���Ա�����������
- 2023-09-25�� ���ǽ�������豸�ص���Ӧ�ÿ���
- 2023-09-04�� ���ܹ�װ��β��������ע������
- 2023-08-14�� �����黯����Ϊʲô˵�����黯����ʳƷ��ҵ�ĺð��֣�
- 2023-07-24�� ����������ļ��ں�����
- 2023-07-04�� �����м�ȩ����Ҫ�����